공기예열기 저온 부식 — 보일러 후단의 보이지 않는 문제
공기예열기(APH, Air Preheater)는 화력발전소 보일러 후단에 위치한 열교환기입니다. 보일러에서 나온 뜨거운 배가스(약 350~400℃)와 외부에서 들어오는 차가운 연소용 공기를 열교환시켜, 공기를 미리 데워서 보일러로 보내는 역할이죠. 이 한 단계로 보일러 효율이 약 5% 가까이 올라가니, 작아 보여도 발전소 운영에서 빠질 수 없는 설비입니다.
그런데 APH에는 거의 모든 화력발전소가 안고 있는 만성 문제가 있습니다. 바로 저온 부식이죠. 100℃ 이상의 비교적 높은 온도인데도 부식이 생기는 게 이상해 보일 수 있지만, 화학적으로 보면 이유가 분명합니다. 발전소 기술지원 업무를 하면서 APH 관련 자료를 자주 보게 되는데, “이 부식이 또 도졌다”는 식의 보고가 끊이지 않더군요. 화력발전소 운영에서 이만큼 만성적이고 끈질긴 문제가 또 있을까 싶을 정도이죠.
이번 글에서는 공기예열기 저온 부식이 왜 생기는지 화학적 메커니즘부터, 실제 발전소 운영에서 어떤 트러블로 이어지는지, 그리고 어떤 대책이 쓰이는지까지 정리해보겠습니다. 마지막으로 재생에너지 비중이 커지면서 이 문제가 어떻게 더 까다로워지고 있는지도 R&D 시각에서 짚어보려 합니다.
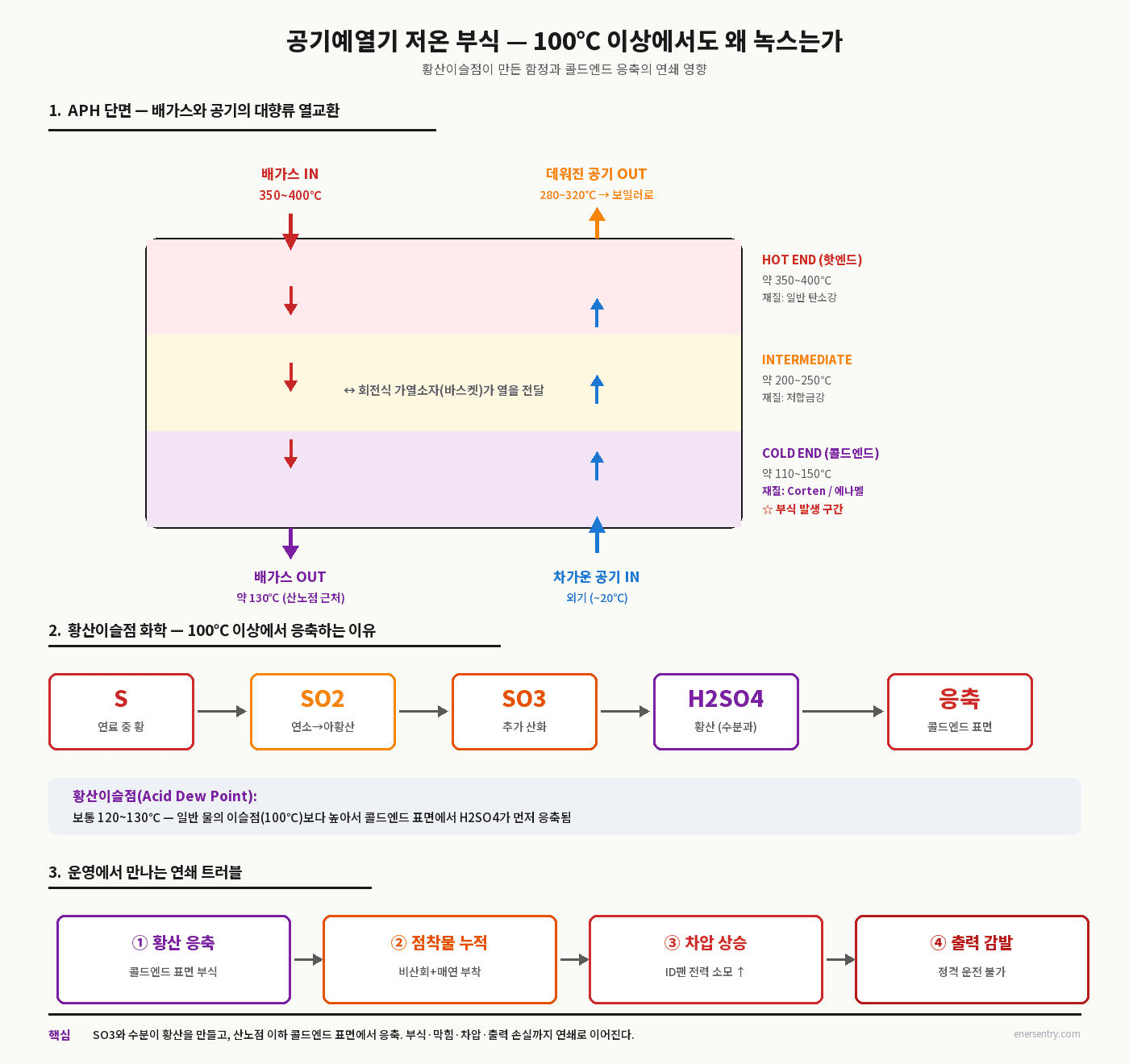
APH 단면 흐름(상단), 황산이슬점 화학 5단계(중단), 운영 트러블 연쇄(하단)
APH의 위치와 종류
APH는 보통 보일러와 굴뚝(연돌) 사이, 즉 배가스가 빠져나가는 마지막 단계에 자리 잡고 있습니다. 대형 발전소는 회전식(Ljungstrom 방식)을 표준으로 쓰는데, 큰 원통이 천천히 돌면서 한쪽에서는 뜨거운 배가스로 가열소자(바스켓)를 데우고, 반대쪽에서는 그 가열된 바스켓이 들어오는 공기를 데우는 구조이죠. 소형 보일러는 관식(튜브형)을 쓰기도 합니다. 어느 쪽이든 저온 부식 문제는 공통적으로 발생합니다.
회전식 APH의 가열소자, 즉 바스켓은 얇은 강판을 파형(corrugated)으로 만들어 여러 장 적층한 구조입니다. 표면적을 극대화해서 열교환 효율을 높이는 거죠. 한 기당 바스켓이 수십에서 수백 개씩 들어가는데, 위치에 따라 핫엔드(hot end)·중간단(intermediate)·콜드엔드(cold end)로 구분합니다. 저온 부식은 이름 그대로 콜드엔드 바스켓에서 가장 심하게 일어납니다. 이 부분의 재질 선택과 운전 관리가 APH 수명을 결정한다고 봐도 됩니다.
공기예열기 저온 부식의 화학 — 황산이슬점이 만든 함정
왜 100℃ 이상에서도 부식이 생기는가
일반적인 부식은 물(H₂O)이 응축하는 100℃ 이하에서 생긴다고 알려져 있습니다. 그런데 APH 냉단부 부식은 120~130℃ 영역에서 가장 심하게 일어나는 경우가 많습니다. 이게 바로 “황산이슬점(Acid Dew Point)”의 영향입니다. 일반 물의 이슬점이 아니라, 황산이 응축되는 온도가 따로 있다는 거죠.
메커니즘을 단계별로 보면 이렇습니다.
| 단계 | 반응 | 위치 |
|---|---|---|
| 1. 황 산화 | S + O₂ → SO₂ | 연소실(화염) |
| 2. SO₃ 추가 산화 | 2SO₂ + O₂ → 2SO₃ | 고온부(촉매 효과) |
| 3. 황산 생성 | SO₃ + H₂O → H₂SO₄ | 배가스 중 |
| 4. 표면 응축 | H₂SO₄ 액화 → 강재 부식 | APH 냉단부 표면 |
연료 중 황 함량이 0.1%만 돼도 SO₂는 충분히 생성됩니다. 이 중 일부(보통 1~3%)가 SO₃로 추가 산화되는데, 이게 황산이슬점을 올리는 주범이죠. 배가스 중 SO₃ 농도가 ppm 단위로만 늘어도 산노점은 10℃ 이상 뛰어오릅니다.
한국 발전소의 냉단부 온도 운영 기준
그래서 화력발전소들은 APH 냉단부 온도가 황산이슬점 아래로 떨어지지 않도록 운영 하한치를 정해두고 있습니다. 연료별로 한국 발전소 운영 기준을 정리하면 이렇습니다.
· 중유(B-C유) — 110℃ 이상 유지 (황 함량 높음, 산노점 ↑)
· 석탄 — 70~80℃ 이상 유지
· 천연가스(LNG) — 60℃ 이상 유지 (황 거의 없음, 산노점 ↓)
흥미로운 점은 석탄이 유류보다 황 함량이 비슷하거나 더 높을 수 있는데도 운영 하한이 더 낮다는 겁니다. 이는 석탄 회분(ash)에 포함된 알칼리 성분이 일부 SO₃를 중화시키기 때문이죠. 그래도 안심할 수는 없습니다. 황 함량이 높은 저급탄을 쓰거나, 회분의 알칼리도가 낮으면 산노점이 그대로 올라가거든요.
공기예열기 저온 부식의 운영 트러블 — 막힘에서 출력 감발까지
저온 부식은 단순히 금속이 녹아 없어지는 문제로 끝나지 않습니다. 발전소 운영에서 진짜 골치는 부식의 부산물이 만드는 연쇄 트러블이죠. 부식과 점착물이 만드는 흐름을 정리해보면 다음과 같습니다.
막힘 → 차압 상승 → ID팬 부하 증가
황산이 응축되면 비산회분(fly ash)이나 매연 입자가 그 위에 달라붙습니다. 끈적한 황산이 일종의 접착제 역할을 하는 셈이죠. 처음엔 미세한 막이지만 시간이 지날수록 점착물이 두꺼워지면서 가열소자 사이의 공기·가스 통로가 막힙니다.
통로가 막히면 배가스가 빠져나갈 때 압력 손실이 커집니다. 이게 APH 차압 상승으로 나타나죠. 차압이 올라가면 그만큼 ID팬(Induced Draft Fan, 유인송풍기)이 더 강하게 돌아야 같은 양의 배가스를 뽑아낼 수 있습니다. 결과적으로 ID팬 전력 소모가 늘고, 보조동력(소내전력)이 증가하면서 발전소 순효율이 떨어지는 거죠.
차압이 어느 정도 영향을 주냐면, 일반적으로 APH 차압이 설계값 대비 50 mmAq만 올라도 ID팬 소비전력이 수백 kW 단위로 늘어납니다. 1년 누적으로 보면 발전사 입장에서 작지 않은 손실이죠. 그리고 차압 상승은 한 번에 급격히 일어나는 게 아니라 수개월에 걸쳐 서서히 누적되니까, 매일 보면 별로 안 변하는 것 같아도 정기 정비 때 비교하면 큰 차이가 나는 경우가 많습니다.
출력 감발과 부분 부하 강제 운전
막힘이 심해지면 ID팬을 최대로 돌려도 배가스를 충분히 뽑지 못하는 상황이 옵니다. 이때는 어쩔 수 없이 보일러 부하를 낮춰야 하죠. 즉, 정격 출력으로 돌리고 싶어도 APH 차압이 한계에 걸려 출력을 강제로 줄여야 하는 겁니다. 발전사업자 입장에서는 매출 직격탄이 되는 셈이죠.
여기에 더해 부식이 진행되면 가열소자(바스켓) 자체의 수명이 줄어듭니다. 정기 점검 때 바스켓을 통째로 교체해야 하는 상황이 생기는데, 1기당 교체 비용이 수억 원 단위입니다. 게다가 교체 작업 자체에 짧지 않은 정비 일수가 걸리니, 이 기간 동안의 발전 손실까지 더하면 실질 비용은 훨씬 큽니다. APH는 한 번 막히면 회복이 쉽지 않은 설비라, 평소에 예방적으로 관리하는 게 훨씬 경제적이라는 것이 업계 공통 인식이죠.
공기예열기 저온 부식 대책 — 재질·운전·약품 3가지 축
1축 — 재질: Corten 강과 에나멜 코팅
APH 가열소자는 위치에 따라 다른 재질을 씁니다. 핫엔드(고온부)는 일반 탄소강(mild steel)으로 충분하지만, 콜드엔드(저온부)는 황산 공격을 받으니까 내식성이 강한 재질이 필요하죠. 가장 일반적인 게 Corten(저합금 내식강)입니다. 일반강 대비 부식 속도가 절반 이하인 데다 가격도 합리적이라 표준 자재로 자리 잡았죠.
탈황설비(FGD) 후단처럼 습식 환경이 가혹한 곳에서는 에나멜 코팅(ProTec 같은 제품)이 쓰입니다. 가열소자 표면에 유리질 코팅을 입혀 황산이 금속에 직접 닿지 않게 막는 방식이죠. 코팅 균일도와 접착 강도가 핵심 품질 지표인데, 제조 노하우 차이가 큽니다. 같은 운영 조건에서도 어느 제조사 제품을 쓰느냐에 따라 수명이 두 배까지 차이 난다는 보고도 있습니다.
2축 — 운전: 과잉공기와 입구 공기 예열
운전 변수 중 가장 효과적인 게 과잉공기 관리입니다. 과잉공기를 5% 이하로 유지하면 SO₂가 SO₃로 산화되는 비율이 눈에 띄게 줄어들거든요. SO₃가 적으면 황산이슬점이 낮아지고, 같은 냉단부 온도에서도 응축이 덜 일어납니다. 다만 과잉공기를 너무 낮추면 미연소나 CO 증가 같은 다른 문제가 생기니, 보통 3~5% 사이에서 최적점을 찾습니다.
또 하나의 운전 대책은 입구 공기 예열입니다. 외부 공기가 너무 차가우면 APH 콜드엔드 표면 온도가 산노점 아래로 내려가니까, 들어오는 공기를 미리 데우는 거죠. 이를 위해 증기식 공기예열기(SAH, Steam Air Heater)를 별도로 두는 경우가 많습니다. 겨울철 가동률이 높아지면 SAH의 역할이 커지는데, 이게 또 다른 보조 설비라 관리 포인트가 늘어나죠.
3축 — 약품: SO₃ 흡착제와 정기 수세
약품 측면에서는 SO₃를 잡아주는 흡착제가 가장 일반적입니다. 마그네슘 산화물(MgO) 계열을 보일러 전단에 주입하면, SO₃와 반응해 황산 마그네슘으로 바뀌어 비산회와 함께 빠져나갑니다. 약품 비용이 들지만 APH 수명 연장 효과가 확실하니까 많이 쓰이죠.
정기 수세(water washing)도 빠질 수 없는 대책입니다. 가동 중에 점착물이 누적되면 정기 정비 시에 물로 씻어 제거하는 거죠. 다만 수세 후에는 반드시 완전 건조시켜야 합니다. 습기가 남아 있으면 그 자체로 응축수가 돼서 부식이 더 빨라지거든요. 보일러 튜브 부식 관리와 마찬가지로, 이런 정비 후 마무리 디테일이 설비 수명에 큰 차이를 만듭니다.
공기예열기 저온 부식과 재생에너지 시대 — 저부하 운전이 만든 새 변수
여기까지가 전통적인 APH 저온 부식 이슈입니다. 그런데 최근 R&D 일을 하면서 느끼는 변화가 있는데, 운전 패턴 자체가 달라지면서 이 문제가 더 까다로워지고 있다는 점이죠.
왜 저부하 운전이 APH에 더 가혹한가
재생에너지 비중이 늘면서 화력발전이 백업 역할로 옮겨가고 있습니다. 풀로드(full load)로 계속 도는 시간이 줄고, 저부하 운전과 잦은 기동정지가 일상이 됐죠. 그런데 저부하 운전은 APH 입장에서 치명적입니다. 부하가 낮으면 배가스 유량과 온도가 함께 떨어지는데, 특히 콜드엔드 온도가 산노점 아래로 내려가는 빈도가 급격히 늘어나거든요.
예전엔 정격 출력으로 안정적으로 돌릴 때 APH 냉단부 온도가 100℃를 넘게 유지됐다면, 부분 부하에서는 80℃ 근처까지 떨어집니다. 산노점이 110℃ 수준이라면 매일 산노점을 넘나드는 운전이 되는 거죠. 결과적으로 황산 응축이 더 자주, 더 강하게 일어나면서 부식 진행 속도가 빨라집니다. 같은 발전소라도 정격 운전 시절보다 APH 정비 주기가 짧아졌다는 보고가 늘어나는 이유가 여기에 있습니다.
ABS 점착 — 실무 부서에서 가장 자주 올라오는 이슈
최근 발전소 실무 부서에서 자주 듣는 이야기 중 하나가 ABS(황산수소암모늄, NH₄HSO₄) 점착 문제입니다. 저부하 운전이 잦아지면서 APH 하단부에 ABS가 급격히 누적되고, 차압이 평소보다 훨씬 가파르게 올라간다는 보고가 늘고 있거든요. 단순한 황산 부식보다 더 골치 아픈 새로운 종류의 트러블이라고 합니다.
ABS는 SCR(선택적 촉매환원) 설비의 부산물로 생깁니다. NOx를 줄이려고 SCR에 암모니아(NH₃)를 주입하는데, 반응에 다 쓰이지 않고 슬립(slip)되는 미량의 NH₃가 배가스 중 SO₃와 결합해 ABS를 만드는 거죠. ABS는 끈적한 점성 액체 상태로 약 150~220℃ 사이에서 응축되는데, 공교롭게도 이 온도대가 APH의 중간단부터 콜드엔드까지 영역과 겹칩니다. 즉, ABS가 만들어지자마자 APH 가열소자 표면에 달라붙는 셈이죠.
저부하 운전이 잦아지면 ABS 문제는 더 심해집니다. 부하가 낮으면 SCR의 NOx 반응 효율이 일정 부분 떨어지면서 NH₃ 슬립이 늘어나고, 동시에 APH 입구 온도가 낮아져서 ABS 응축 영역이 더 넓어지기 때문입니다. 황산 응축만 신경 쓰던 시절과는 다른 차원의 점착이 일어나는 거죠.
R&D 입장에서 보면 ABS 점착은 단일 설비의 문제가 아닙니다. 황산 부식이 화학·재질 문제에 가까웠다면, ABS 점착은 SCR 운영·연료 황 함량·부하 운전 패턴이 다 얽힌 시스템 문제이거든요. SCR 약품 분사 패턴, 부하별 SCR 운전 전략, APH 입구 온도 관리까지 한꺼번에 다시 들여다봐야 한다는 게 실무 부서 분위기입니다.
잦은 기동정지가 만드는 thermal cycling
기동정지가 잦아지면 또 다른 문제가 생깁니다. 기동·정지 과정에서 APH 가열소자가 반복적으로 가열되고 식는데, 이 열피로(thermal cycling)가 누적되면 코팅이 박리되거나 균열이 생길 수 있죠. 코팅이 깨지면 그 자리로 황산이 침투하면서 부식이 가속되는 악순환이 시작됩니다.
R&D 입장에서 보면 이게 단일 설비의 문제가 아니라 발전 시스템 운전 패턴이 바뀌면서 보조 설비가 받는 새로운 부담입니다. 기존 설계가 안정 운전(base load)을 전제로 했는데, 현실은 변동 운전(load following)으로 가고 있으니까요. 앞으로 APH 재질·운전 기준도 이 변화에 맞춰 다시 잡아야 할 가능성이 큽니다. 발전소 운영 환경 자체가 달라지고 있으니, 보조 설비 설계 기준도 따라가야 하는 거죠.
공기예열기 저온 부식 정리 — R&D 시각에서 본 핵심
공기예열기 저온 부식은 화력발전소가 안고 있는 가장 만성적인 골치 중 하나입니다. 100℃ 이상에서도 황산이슬점 때문에 응축이 일어나고, 응축된 황산은 강재 부식뿐 아니라 점착물 누적·차압 상승·ID팬 부하 증가·출력 감발까지 연쇄적인 트러블을 만들죠. 대책은 재질(Corten·에나멜), 운전(과잉공기·SAH), 약품(SO₃ 흡착제·수세)의 세 축을 균형 있게 조합하는 게 핵심입니다.
여기에 재생에너지 시대의 저부하·기동정지 운전이 새 변수로 더해지면서, 기존 운영 기준이 흔들리고 있습니다. 앞으로 발전 R&D 분야에서 APH 관련 연구가 다시 활발해질 가능성이 큽니다. 산노점 예측 모델, 변동 운전 환경에 맞는 재질 평가, 코팅 내구성 시험 같은 주제가 부각될 거라 보고 있습니다. 한동안 안정된 영역이라 여겨졌던 보조 설비들이 운전 패턴 변화로 다시 R&D 대상이 되는 셈이죠. APH 저온 부식은 그 변화의 대표적인 사례 중 하나라고 볼 수 있습니다. 황산 노점 분석에 관한 국내 자료로는 한국표면공학회 황산 농도별 공기예열기 부식 특성 연구 (DBpia 학술자료)가 참고할 만합니다.
· 원인 — 배가스 중 SO₃가 H₂O와 결합해 황산(H₂SO₄) 생성, 산노점 이하에서 응축
· 산노점 — 일반적으로 120~130℃, SO₃ ppm 단위 증가 시 10℃ 이상 상승
· 운영 하한 — 중유 110℃, 석탄 70~80℃, LNG 60℃
· 운영 트러블 — 점착물 누적 → 차압 상승 → ID팬 부하 ↑ → 출력 감발
· 대책 3축 — 재질(Corten·에나멜), 운전(과잉공기 5% 이하·SAH), 약품(MgO 흡착제·수세)
· 새 변수 — 재생에너지 시대 저부하·기동정지 운전 잦아지며 부식 가속 가능성 ↑