가스터빈 복합화력발전에서 암모니아 크래킹이 필요한 이유는 무엇일까요? 암모니아를 그냥 태우면 되는 것 아닐까요? 석탄 화력에서의 암모니아 혼소가 비교적 단순한 ‘섞어 태우기’라면, 가스터빈을 사용하는 복합화력발전에서는 이야기가 완전히 달라집니다.
가스터빈은 연소 속도가 매우 빠르고 체류 시간이 짧아, 연소 속도가 느린 암모니아를 그대로 태우면 화염이 꺼지거나 불안정해집니다. 그래서 엔지니어들은 암모니아(NH₃)를 수소(H₂)와 질소(N₂)로 쪼개는 ‘크래킹(Cracking, 열분해)’ 기술에 주목합니다. 이 글에서는 암모니아 크래킹의 화학적 원리, 가스터빈 폐열을 활용한 TERS 시스템, 최적의 부분 분해 전략을 분석합니다.
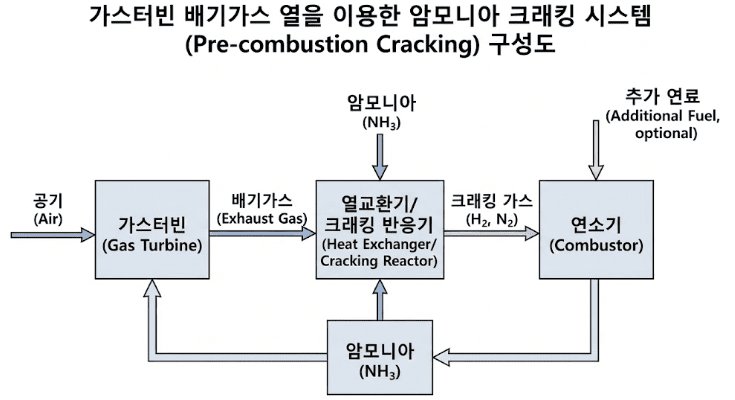
▲ 가스터빈 폐열을 회수하여 암모니아를 수소로 변환하는 통합 사이클(AICC) 개념도
암모니아 크래킹의 화학적 원리: 흡열 반응 메커니즘
암모니아 크래킹은 에너지를 소비하는 흡열 반응(Endothermic Reaction)입니다. 외부에서 열을 가해줘야만 질소와 수소의 결합이 끊어집니다. 암모니아 1몰을 분해하는 데 약 46.2 kJ의 열이 필요하며, 이는 발전소 규모의 열원이 없으면 상업적으로 실현하기 어렵다는 의미입니다.
2NH₃ + ΔH → N₂ + 3H₂ (ΔH = +46.2 kJ/mol, 열 에너지 흡수)
반응 온도를 낮추고 속도를 높이기 위해 촉매(Catalyst)가 필수입니다.
- 루테늄(Ru) 계열: 400~500℃의 저온에서 활성화되어 성능은 최고이지만 귀금속이라 가격이 비쌉니다. 소형 반응기 또는 시동용 크래커에 유리합니다.
- 니켈(Ni) 계열: 600~800℃의 고온이 필요하지만 저렴하고 내구성이 좋습니다. 대용량 발전용 메인 크래커에 적합합니다.
크래킹을 통해 생성된 수소는 화염 전파 속도가 약 2.91m/s로, 암모니아(0.07m/s)보다 40배 이상 빠릅니다. 이 수소가 혼합되면 전체 연료 가스의 연소 속도를 획기적으로 높여 가스터빈 내에서 안정적인 화염을 유지(Flame Stabilization)할 수 있습니다. 암모니아 연소 특성에 대한 상세한 내용은 암모니아 혼소 기술 분석 글에서 확인할 수 있습니다.
촉매 반응기의 설계에서 핵심 변수는 공간 속도(WHSV, Weight Hourly Space Velocity)입니다. 공간 속도가 너무 높으면 반응 시간이 부족해 전환율이 떨어지고, 너무 낮으면 반응기 크기가 비대해집니다. 현재 연구 단계에서는 500~1,000 h⁻¹ 범위를 최적 조건으로 보고 있으며, 이를 기준으로 100MW급 가스터빈에 필요한 크래커 용량은 수십 m³ 수준으로 추정됩니다. 촉매 피독(Poisoning)도 중요한 실무 과제인데, 암모니아 원료 중 황 성분이 수 ppm이라도 포함되어 있으면 Ni 촉매가 빠르게 비활성화됩니다.
시스템 통합: 열화학적 에너지 회수 시스템(TERS)의 원리
암모니아를 분해하려면 막대한 열이 필요합니다. 별도의 버너로 열을 공급하면 전체 발전 효율이 떨어집니다. 여기서 복합화력발전만의 강점이 드러납니다. 바로 가스터빈 배기가스 폐열(Exhaust Heat)을 활용하는 것입니다.
가스터빈에서 나오는 약 600℃의 고온 배기가스를 HRSG(배열회수보일러)로 보내기 전에, 암모니아 분해 반응기(Cracking Reactor)를 통과시킵니다.
이때 배기가스의 ‘열 에너지(Q)’가 암모니아 분해 반응을 통해 수소의 ‘화학적 에너지(LHV 상승)’로 전환됩니다. 이를 화학적 재생(Chemical Recuperation)이라 하며, 버려질 열을 연료의 발열량으로 회수하기 때문에 전체 발전 효율이 오히려 상승하는 효과를 얻을 수 있습니다.
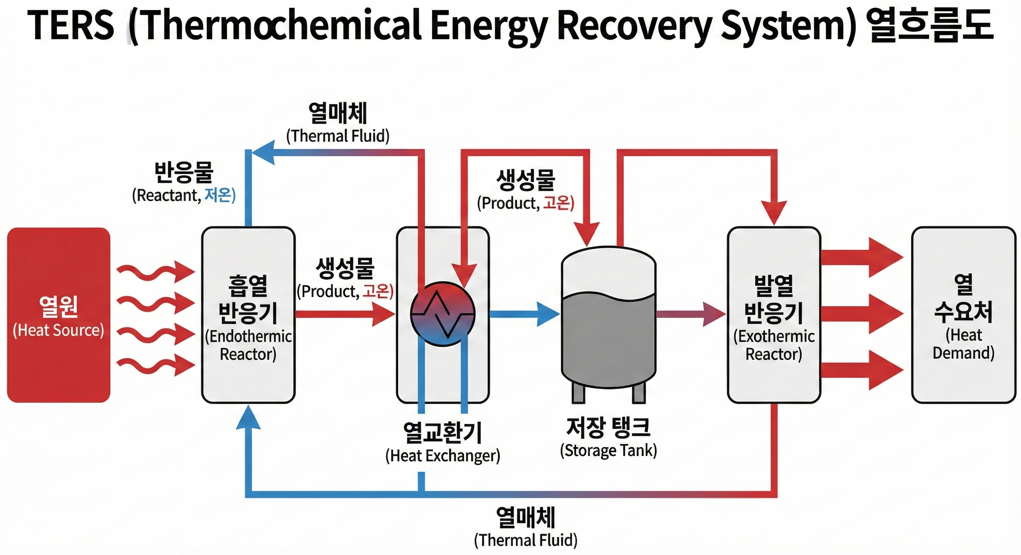
▲ 배기가스 폐열을 연료의 화학 에너지로 업사이클링(Up-cycling)하는 TERS 기술
TERS 시스템의 실제 적용에서 주목할 점은 열교환 온도 차이(핀치 포인트)를 얼마나 좁게 설계하느냐입니다. 가스터빈 배기가스는 크래킹 반응기 입구에서 약 580~620℃를 유지해야 Ni 촉매가 충분히 활성화됩니다. 배기가스가 반응기를 통과하면서 흡열 반응에 열을 제공한 뒤 HRSG로 들어오는 온도는 대략 500~540℃ 수준으로 낮아지는데, 이 온도 강하 폭이 너무 크면 HRSG 증기 생산량이 줄어 스팀 터빈 출력이 저하됩니다. 따라서 크래킹 반응기 설계에서는 암모니아 처리량(분해율)과 HRSG 열 공급 간의 열정산(Heat Balance)을 세밀하게 조율해야 하며, 100MW급 가스터빈 기준 시뮬레이션에서는 분해율 20~25% 조건이 HRSG 효율 손실을 2% 이내로 억제하면서 화염 안정화 효과를 동시에 확보하는 최적 구간으로 보고됩니다.
부분 크래킹(Partial Cracking) 전략: 100%보다 20~30%가 최적인 이유
암모니아를 100% 다 분해하면 무조건 좋을까요? 설비 크기, 비용, NOx 제어를 종합적으로 고려하면 부분 분해(Partial Cracking) 전략이 훨씬 현실적입니다.
완전 분해의 문제점: 100% 분해하려면 반응기가 거대해져야 하고 흡열량이 너무 커서 배기가스 온도가 지나치게 떨어집니다(HRSG 효율 저하). 수소 전소 시 화염 온도가 너무 높아져 Thermal NOx 발생이 급증합니다.
부분 분해의 이점 (최적 전략): 암모니아의 약 20~30%만 분해하여 화염을 안정화시킬 정도의 수소만 확보합니다. 잔류 암모니아는 연소 과정에서 생성되는 NOx를 환원시키는 SNCR(선택적 비촉매 환원) 효과를 내어 전체적인 NOx 배출을 오히려 줄이는 데 도움을 줍니다.
부분 크래킹의 경제적 타당성을 수치로 정리하면 다음과 같습니다. 암모니아 100% 크래킹에는 1 kg의 NH₃당 약 1.84 MJ의 열이 소요되지만, 20% 부분 분해에서는 동일한 기준으로 약 0.37 MJ만 필요합니다. 100MW급 가스터빈 기준으로 연간 연료 소비량을 적용하면 크래킹 열원 공급 차이는 수십 GWh 규모에 이르므로, 폐열 활용 가능 범위 내에서 분해율을 결정하는 것이 플랜트 전체 열효율에 직접 영향을 줍니다. 또한 분해율이 높아질수록 생성 가스 내 H₂ 비율이 올라가 NOx 제어가 어려워지는 트레이드오프가 있으므로, 연소기 EGR(배기 재순환) 율과 분해율을 동시에 최적화하는 설계 방식이 최근 연구에서 주목받고 있습니다.
역화(Flashback)와 노즐 설계: 크래킹 시스템의 가장 까다로운 과제
엔지니어들이 가장 두려워하는 현상은 단연 역화(Flashback)입니다. 수소는 화염 전파 속도가 매우 빠르기 때문에, 화염이 연료 노즐 안쪽으로 빨려 들어가 버너 자체를 녹여버릴 수 있습니다.
크래킹 시스템을 적용할 때 수소 비율이 높아지면 이 역화 위험이 급격히 증가합니다. 따라서 연료 분사 속도를 화염 속도보다 빠르게 유지하거나, 마이크로믹싱(Micromixing) 노즐처럼 연료와 공기를 아주 작은 구멍으로 분산시켜 혼합하는 특수 연소 기술을 적용해야 합니다. 기본 원리는 가스터빈 연소 공학 가이드에서 확인할 수 있습니다.
부분 크래킹 적용 시 연료 배관 내 수소 농도가 구간별로 달라지는 ‘조성 불균일(Composition Inhomogeneity)’ 문제도 간과할 수 없습니다. 특히 크래커에서 나온 가스가 연소기까지 이동하는 배관 내에서 역화 위험 구간이 생길 수 있어, 배관 설계에 최소 유속 기준 이상을 확보하는 것이 필수입니다. 현재 MHI, Siemens Energy, GE Vernova 등 주요 가스터빈 OEM들이 수소 혼소 비율을 50% 이상으로 확대하는 연소기를 개발하고 있으며, 이를 암모니아 크래킹 시스템과 통합하는 것이 2030년대 무탄소 가스터빈의 핵심 경로입니다.
- 수소 부스팅: 암모니아 일부를 분해해 빠른 연소 속도의 수소를 확보, 화염 안정화
- TERS 사이클: 가스터빈 배기 폐열을 회수하여 흡열 반응 에너지로 활용 (전체 효율 향상)
- 부분 분해: 100% 분해 대신 20~30% 분해로 설비 최적화 및 NOx 저감 유도
- 촉매 선정: 대용량 발전용으로는 저렴하고 고온 내구성이 좋은 Ni 계열 선호
암모니아 크래킹 기술은 무탄소 복합화력발전으로 가는 핵심 경로 중 하나입니다. TERS 시스템을 통한 폐열 활용과 부분 분해 전략의 조합이 기술 상용화의 관건이 될 것입니다. 암모니아 연료 기술의 글로벌 동향은 IEA Hydrogen 기술 페이지에서 확인할 수 있습니다.