540도, 260bar. 보일러 튜브가 견뎌야 하는 극한 조건입니다. 석탄화력발전소의 과열기(SH)와 재열기(RH)는 이 환경에서 10만 시간 이상을 버텨야 하죠. 보일러의 진정한 가치는 포화 증기를 다시 가열하여 에너지를 고밀도로 응축시키는 과정, 즉 과열(Superheating)과 재열(Reheating)에 있습니다. 보일러 튜브 중에서도 가장 가혹한 고온 환경에 노출되는 이 설비들은 발전소의 열효율을 결정짓는 핵심 부품이자, 튜브 누설(Tube Leak) 사고가 가장 빈번하게 발생하는 ‘아킬레스건’이기도 합니다.
엔지니어로서 우리는 왜 굳이 증기를 두 번이나 가열하여 복잡한 배관 시스템을 만드는 것일까요? 1,000도가 넘는 화염 속에서 쇠파이프가 녹아내리지 않고 버티는 비결은 무엇인지, 보일러 튜브의 구조적 비밀과 재질 공학을 데이터 중심으로 분석합니다.
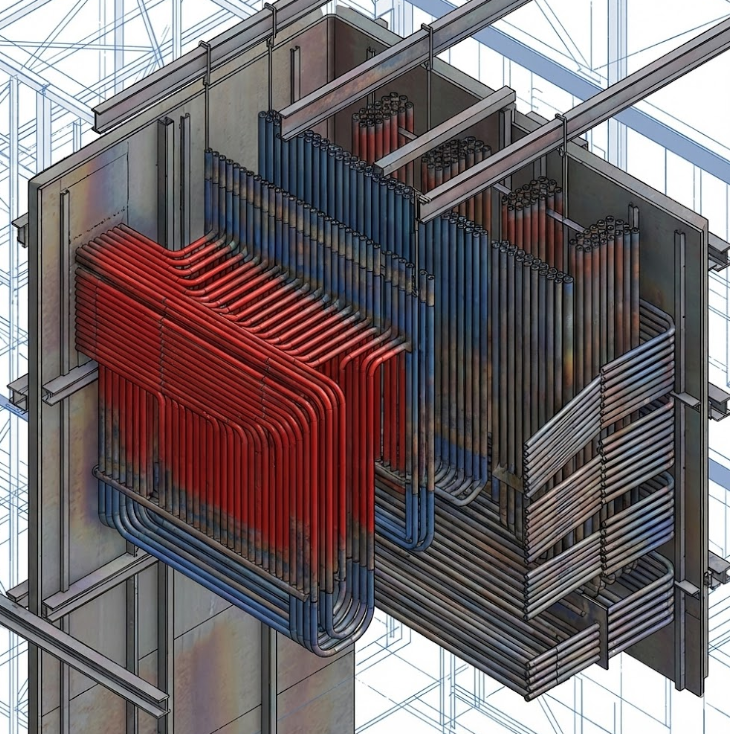
▲ 보일러 상부에 배치된 펜던트(Pendant) 타입과 후부 연도의 수평(Horizontal) 튜브 배치
보일러 튜브의 과열기(SH) vs 재열기(RH): 데이터 비교
두 설비 모두 증기 온도를 높인다는 점은 같지만, 계통상의 위치와 목적은 명확히 다릅니다. 이 차이를 이해하는 것이 랭킨 사이클 효율 향상의 첫걸음이죠.
| 구분 항목 | 과열기 (Superheater) | 재열기 (Reheater) |
|---|---|---|
| 입구 증기 상태 | 드럼에서 갓 나온 포화증기 | 고압 터빈에서 1차로 일을 마친 저온 재열증기 |
| 운전 압력 | 초임계압 기준 약 250~260bar (튜브 두께 매우 두꺼움) | 약 40~50bar (튜브 두께는 얇지만 직경이 큰 편) |
| 설치 목적 | 증기의 엔탈피를 높여 터빈 내부 응축 방지 | 사이클 열효율 4~5% 향상, 저압 터빈 날개 침식 방지 |
보일러 튜브 구조 설계: 복사형 vs 대류형
보일러 내부에서 튜브를 어디에, 어떻게 배치하느냐에 따라 열을 흡수하는 방식이 달라집니다. 이를 적절히 조합하여 부하 변동에도 일정한 증기 온도를 유지하는 것이 설계의 핵심이죠.
펜던트(Pendant) 타입은 보일러 천장에서 수직으로 매달려 있는 형태입니다. 주로 화로(Furnace) 상부의 고온 구역에 위치하여 화염으로부터 직접적인 복사열(Radiation)을 받습니다. 구조적으로 열팽창을 흡수하기 유리하지만, U자형 하부 벤드(Bend)에 물이 고이면 배출하기 어려워 기동 시 ‘워터 슬러그(Water Slug)’에 의한 보일러 튜브 과열이나 진동을 주의해야 합니다.
반면 수평(Horizontal) 타입은 후부 연도(Back Pass)에 수평으로 층층이 쌓여있는 형태입니다. 연소 가스의 흐름에 의한 대류열(Convection)을 주로 흡수하죠. 튜브 내부의 물을 완전히 뺄 수 있는 ‘Drainable’ 구조라 정비나 기동 시 유리하지만, 가스 흐름에 따른 마모(Erosion)나 회(Ash) 막힘에 취약할 수 있습니다.
보이지 않는 킬러: 산화 스케일(Scale)의 위협
보일러 튜브 사고 분석을 하다 보면, 튜브 외면이 아닌 내면에서 문제가 시작되는 경우를 종종 봅니다. 바로 고온 증기와 금속이 반응하여 생성되는 ‘산화 스케일(Oxide Scale, Magnetite)’이죠. 이 얇은 막은 초기에는 모재를 보호하지만, 시간이 지나 두꺼워지면 치명적인 두 가지 문제를 일으킵니다.
- 단열 효과로 인한 과열: 스케일은 금속보다 열전도율이 훨씬 낮습니다. 보일러 튜브 내면에 스케일이 쌓이면 보일러 화염의 열이 내부 증기로 전달되지 못하고 튜브 금속 자체에 축적되죠. 결국 튜브 온도가 설계치 이상으로 치솟아 장기 과열(Long-term Overheating) 파단을 유발합니다.
- 박리(Exfoliation)와 터빈 침식: 보일러 기동/정지 시 튜브가 수축/팽창하면 내면의 딱딱한 스케일이 떨어져 나옵니다. 이 조각들이 초고속 증기를 타고 날아가 터빈 날개를 때리면, 마치 샌드블라스팅처럼 표면을 깎아먹는 고체 입자 침식(SPE)을 일으키죠.
이를 방지하기 위해 오버홀 기간에 튜브 샘플을 채취하여 스케일 두께를 마이크로미터 단위로 측정하고, 한계치에 다다르면 약품을 이용해 스케일을 녹여내는 화학 세정(Chemical Cleaning)을 수행합니다. 발전소 수명 연장을 위한 필수적인 외과 수술인 셈이죠.
보일러 튜브 재질 선정: 크리프(Creep)와의 전쟁
540도가 넘는 고온에서는 금속이 고무줄처럼 서서히 늘어나다가 결국 끊어지는 크리프(Creep) 현상이 발생합니다. 이를 버티기 위해 구역별 온도에 맞춰 최적의 합금강을 배치(Grading)하죠.

▲ 장시간 설계 온도를 초과하여 운전된 튜브의 크리프 파단(Fish-mouth Rupture) 형상
| 강종 분류 | 대표 규격 | 적용 온도 구간 | 특징 |
|---|---|---|---|
| 저합금강 | T12, T22, T23 | 450~540도 | Cr-Mo 소량 첨가, T23은 용접성 개선 |
| 고합금강 | T91, T92 | 540~600도 | 9Cr-1Mo-V 마르텐사이트계, USC 발전소 핵심 재질 |
| 스테인리스강 | TP304H, TP347H | 600도 이상 | 오스테나이트계, 내산화성 우수하나 이종 용접 균열 주의 |
ASME Boiler and Pressure Vessel Code Section II에서는 이러한 고온용 재질의 허용 응력과 크리프 파단 강도 데이터를 10만 시간 기준으로 제공하고 있습니다. 현장에서는 이 데이터를 기반으로 잔여 수명을 평가하죠.
– 과열기 운전 압력: 250~260bar (초임계압 기준)
– 재열기 운전 압력: 40~50bar
– 재열 효율 향상 효과: 사이클 열효율 약 4~5% 상승
– T91 적용 구간: 540~600도 (10만 시간 크리프 파단 강도 기준)
– 화학 세정 주기: 운전 시간 5~10만 시간마다 스케일 평가 후 결정
– 재질 배치(Grading): T22 → T91 → TP304H (저온→고온 순)
보일러 튜브 기술은 발전소의 효율과 수명을 동시에 좌우하는 분야입니다. 탈석탄 전환이 가속되는 상황에서도, 기존 석탄화력의 잔여 수명을 안전하게 운용하려면 크리프 손상 평가와 재질 관리가 더욱 중요해질 전망이죠. 특히 암모니아 혼소 등 새로운 연료 도입 시 연소 환경 변화에 따른 보일러 튜브 손상 메커니즘의 재평가가 불가피할 것으로 판단됩니다.