1,600도. 가스터빈 연소기 내부의 화염 온도입니다. 압축기를 통과한 고압 공기가 시속 300km 이상으로 연소실에 진입하는 환경에서, 이 불꽃을 꺼뜨리지 않고 유지하는 것이 가스터빈 연소 설계의 핵심 과제입니다. 동시에 질소산화물(NOx) 배출을 억제하고, 터빈 블레이드를 보호해야 하는 모순적 요구조건을 충족시켜야 하죠. 이 글에서는 연소기의 기하학적 형상 비교부터 희박 예혼합(LPM) 연소의 NOx 저감 원리, 스월러(Swirler)의 화염 안정화 메커니즘, 그리고 수소 혼소 시대를 대비한 차세대 연소 기술까지 데이터 중심으로 분석합니다.
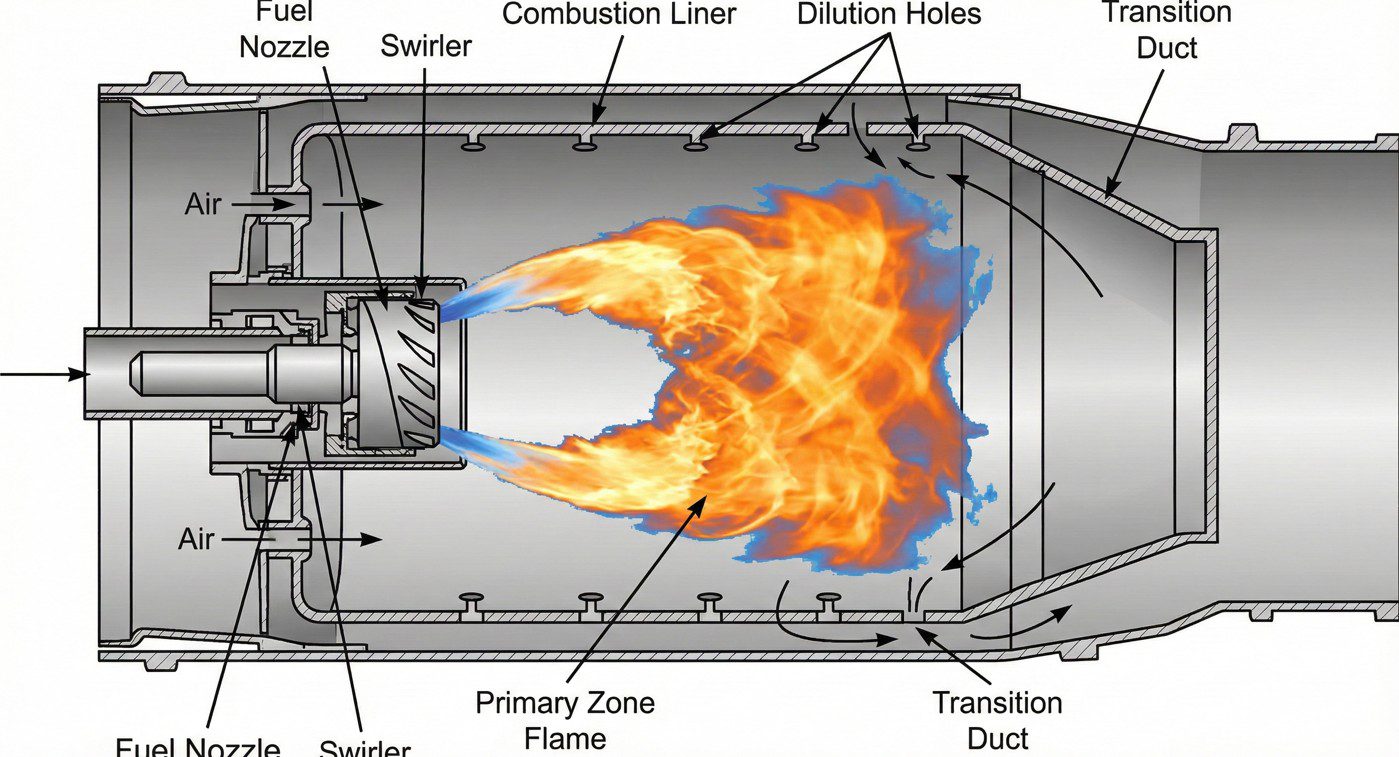
▲ 압축기 출구와 터빈 입구 사이에 위치하여 고온 고압 가스를 생성하는 연소기 시스템
9F급 가스터빈 정기 점검에서 연소기 라이너를 열어보았을 때, 연소 진동(Dynamics)으로 인해 크로스파이어 튜브 용접부에 0.5mm 균열이 발견되어 비상 교체한 경험이 있습니다. DLN 2.6+ 연소기를 운전할 때 부하 40~60% 구간에서 연소 진동이 150dB을 넘기는 경우가 있어, 이 구간을 빠르게 통과하도록 운전 절차를 수정했습니다. 예혼합 연소기는 NOx를 9ppm 이하로 잡아주지만, 그 대가로 연소 안정성 관리에 쏟아야 할 엔지니어링 노력이 몇 배로 늘어난다는 것이 현장의 현실이죠.
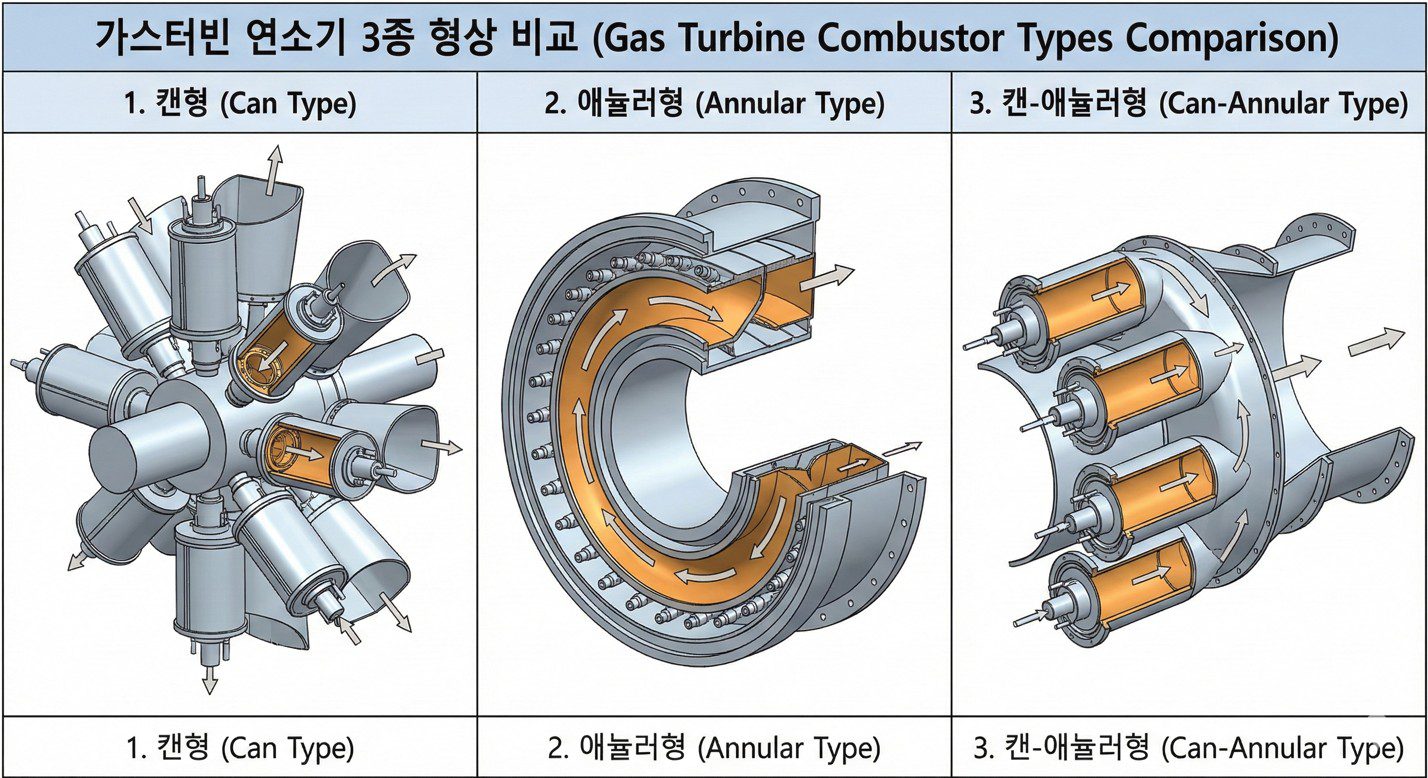
가스터빈 연소기의 3가지 기하학적 형상(Geometry) 비교
가스터빈 연소기는 엔진 목적(항공용 vs 발전용)과 설계 철학에 따라 세 가지 형태로 나뉩니다. 각 형상의 장단점을 비교하면 다음과 같습니다.
| 형상 | 구조 | 장점 | 주 적용처 |
|---|---|---|---|
| 캔형 (Can) | 독립된 원통형 연소기 여러 개를 엔진 둘레에 배치 | 개별 분해 정비가 용이 | 발전용 대형 가스터빈(GE Frame 7/9) |
| 애뉼러형 (Annular) | 하나의 도넛 모양 연소실 | 공간 효율 우수, 압력 손실 최소 | 항공기 엔진 |
| 캔-애뉼러형 | 캔형의 개별 연소기 + 애뉼러형 공통 출구 혼합 | 구조 강성 + 정비 편의성 동시 확보 | 최신 H-Class 발전용 가스터빈 |
발전용 가스터빈에서는 캔형이 압도적으로 많이 쓰이는데, 이는 개별 연소기를 떼어내 공장으로 보낼 수 있어 정비 주기를 단축할 수 있기 때문이죠. 반면 항공용에서는 무게와 공간 효율이 절대적이라 애뉼러형이 표준입니다.
확산 연소에서 예혼합 연소로: NOx와의 전쟁
과거에는 연료와 공기를 연소실 안에서 따로 뿌려 섞는 확산 연소(Diffusion Combustion) 방식을 썼습니다. 화염이 안정적이지만, 국부적으로 온도가 매우 높은 영역(Hot Spot)이 생겨 NOx가 다량 발생하는 치명적 단점이 있었습니다. 이는 발전소 성능시험에서 환경 규제를 충족하기 어렵게 만드는 주요 원인이 되죠.
공기 중의 질소(N2)는 고온(약 1,500도 이상)에서 산소(O2)와 반응하여 NOx를 생성합니다. 반응 속도는 온도가 높을수록 기하급수적으로 빨라집니다. 즉, 화염 온도를 낮추는 것이 NOx 저감의 핵심 원리입니다.
| 구분 | 확산 연소 (Diffusion) | 희박 예혼합 연소 (LPM/DLN) |
|---|---|---|
| 원리 | 연소실 내에서 혼합 (불균일) | 연소실 전단에서 미리 혼합 (균일) |
| 화염 온도 | 매우 높음 (Hot Spot 존재) | 상대적으로 낮고 균일 |
| NOx 배출 | 많음 (물 분사로 저감 필요) | 9ppm 이하 (Dry Low NOx) |
| 화염 안정성 | 높음 (견고한 확산 화염) | 낮음 (소화 위험, 진동 관리 필수) |
현대식 가스터빈은 연료와 공기를 미리 섞어 과잉 공기 상태로 연소시키는 LPM(Lean Premixed Combustion) 기술을 사용합니다. 화염 온도를 낮추고 NOx 발생을 원천 차단하는 방식이죠. 다만 이 기술의 대가로 연소 안정성 관리에 훨씬 많은 엔지니어링 자원을 투입해야 합니다.
가스터빈 연소 안정화의 핵심: 스월러(Swirler)와 재순환 영역
예혼합 연소는 화염 온도가 낮아 불이 꺼지기(Blow-out) 쉽습니다. 유속이 수십 m/s에 달하는 가스터빈 연소기 안에서 화염을 붙잡아 두는 비결은 ‘강제 소용돌이(Swirl)’에 있습니다.
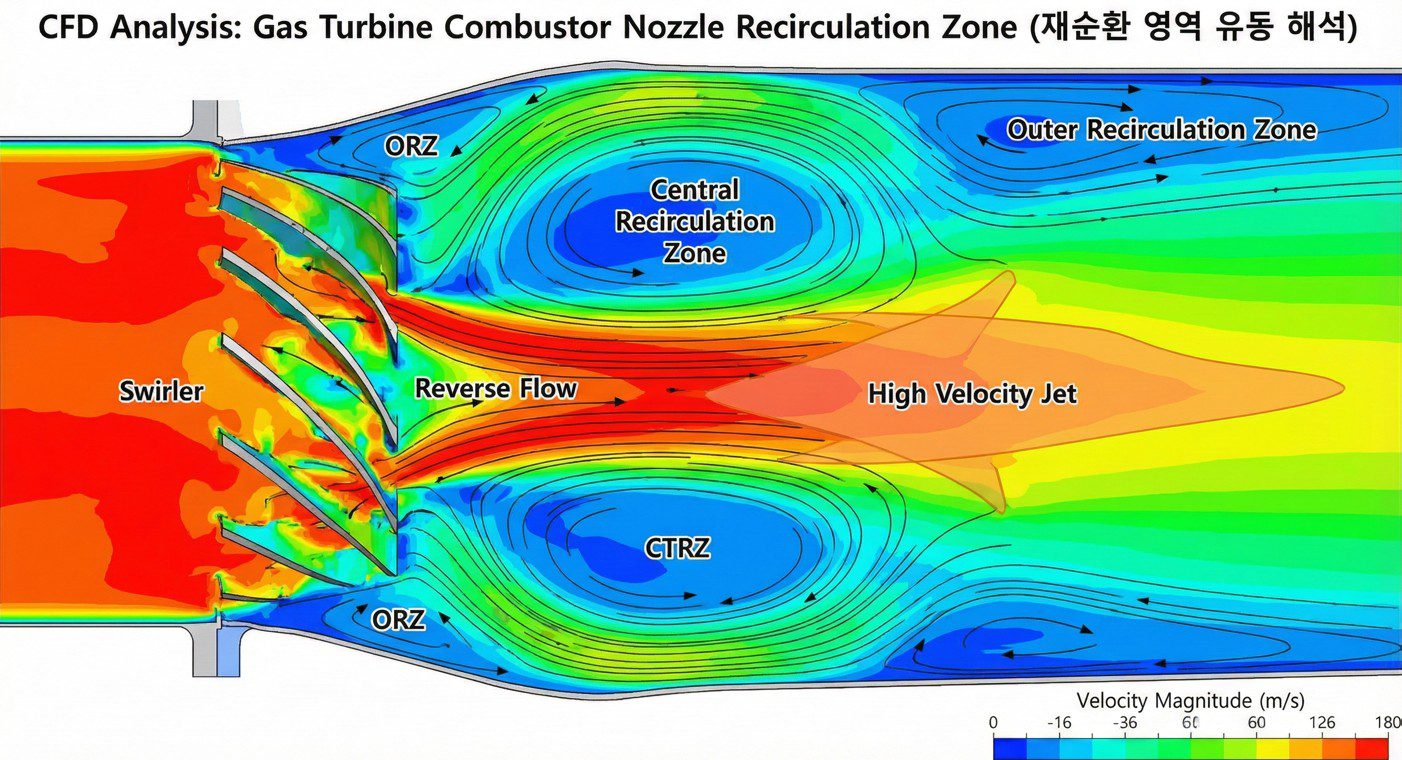
▲ 스월러에 의해 형성된 재순환 영역(Vortex Breakdown)이 고온의 배기가스를 화염 기저부로 되돌려 점화를 유지
연료 노즐 주변에 날개(Vane)가 달린 스월러(Swirler)를 설치하면 혼합기에 강력한 회전력이 부여됩니다. 이 회전 유동이 연소실로 들어가면 급격히 팽창하며 중심부에 압력이 낮은 진공 영역이 생기는데, 이를 Vortex Breakdown이라 합니다. 이 저압부로 인해 하류의 뜨거운 연소 가스가 거꾸로 빨려 들어오면서(Recirculation), 차가운 혼합기를 지속적으로 점화시키는 ‘열적 닻(Thermal Anchor)’ 역할을 수행하죠.
보이지 않는 적: 연소 진동(Combustion Dynamics)
예혼합 연소기의 최대 적은 ‘연소 진동(Humming)’입니다. 화염의 열 방출 변동(Heat Release Fluctuation)과 연소실의 음향학적 압력 변동(Acoustic Pressure)이 위상(Phase)이 맞아떨어지면 공진이 발생합니다(Rayleigh Criterion).
연소 진동은 수백 Hz의 고주파 소음과 함께 강력한 압력 파동을 만듭니다. 심할 경우 연소기 라이너(Liner)를 찢어놓거나 터빈 블레이드를 파손시킬 수 있습니다. 이를 막기 위해 음향 공명기(Resonator)를 달거나 연료 노즐의 다단 제어(Multi-stage)를 통해 주파수를 회피하는 기술이 적용되죠. 현장에서는 부하 변동 구간(40~60%)에서 진동 레벨을 실시간으로 감시하는 것이 필수 운전 프로토콜입니다.
차세대 기술의 도전: 수소 연소기의 역설과 해법
수소는 탄소 배출이 없는 청정 연료지만, 연소 공학적으로는 다루기 매우 까다로운 특성을 가집니다. 수소의 화염 전파 속도는 천연가스 대비 약 3배 이상 빨라, 유속이 조금만 느려져도 불꽃이 연료 노즐 내부로 역류하여 설비를 녹여버리는 역화(Flashback) 위험이 치명적입니다.
| 특성 | 천연가스(CH4) | 수소(H2) | 영향 |
|---|---|---|---|
| 화염 전파 속도 | 약 40 cm/s | 약 210 cm/s | 역화(Flashback) 위험 급증 |
| 단열 화염 온도 | 약 1,950도 | 약 2,110도 | NOx 배출량 증가 |
| 가연 범위 | 5~15% | 4~75% | 운전 유연성 높으나 제어 난이도 상승 |
이를 극복하기 위해 최신 H-Class 가스터빈에는 연료와 공기를 미세한 관으로 통과시켜 혼합 효율을 높이고 화염 길이를 줄이는 마이크로믹서(Micromixer) 기술이 적용됩니다. 축방향으로 유속을 가속화하여 화염의 역류를 물리적으로 차단하는 Axial Fuel Staging 기술도 필수적이죠. GE와 Siemens는 각각 수소 혼소율 50% 이상의 실증 운전에 성공한 상태이며, 2030년 전후로 100% 수소 전소 상용화를 목표로 하고 있습니다.
당량비(Equivalence Ratio) 계산 시뮬레이터
가스터빈 연소 상태를 나타내는 가장 중요한 지표인 당량비(phi)를 계산해 봅니다. phi < 1이면 희박(Lean), phi > 1이면 농후(Rich) 상태를 의미하죠.
연료별 이론 공연비(AFR) 비교표
연소 상태는 실제 AFR을 이론 AFR로 나눈 당량비(φ = AFR이론 / AFR실제)로 진단합니다. φ < 1이면 희박(Lean), φ > 1이면 농후(Rich) 연소입니다.
| 연료 | 이론 AFR (질량 기준) |
가스터빈 실제 AFR (LPM 운전) |
당량비 φ (예시) |
연소 상태 |
|---|---|---|---|---|
| 천연가스 (CH₄) | 17.2 | 35~50 | 0.34~0.49 | 희박 연소 (Low NOx) |
| 수소 (H₂) | 34.3 | 70~100 | 0.34~0.49 | 희박 연소 (역화 위험) |
| 중유 (Heavy Oil) | 13.8 | 28~40 | 0.35~0.49 | 희박 연소 |
| 석탄 (분탄, Coal) | 10.5 | — | — | 가스터빈 직접 적용 불가 |
| 경유 (Diesel) | 14.5 | 30~42 | 0.35~0.48 | 희박 연소 (백업 연료) |
* 가스터빈 LPM 운전 시 φ ≈ 0.5 이하 유지가 NOx 9 ppm 이하 달성의 핵심 조건입니다.
전망: 가스터빈 연소 기술은 어디로 향하는가
가스터빈 연소 기술은 ‘안정성(Stability)’과 ‘친환경(Emission)’이라는 두 축 사이에서 끊임없이 균형점을 찾아가는 과정입니다. 2030년까지 수소 혼소율 50%를 넘는 것이 글로벌 OEM의 공통 목표이며, 이를 위해서는 역화 방지 기술과 연소 진동 억제 기술의 동시 성숙이 필수적이죠.
탄소 중립 달성을 위해 LNG 대신 수소를 태우는 전소 연소기 개발이 가속화되고 있지만, 화염 전파 속도가 3배 빠른 수소를 마이크로초(us) 단위로 제어하는 기술은 아직 상용화 초기 단계입니다. 연소 공학자들에게는 수십 년간 축적된 LPM 기술을 수소 환경에 맞게 재설계해야 하는 과제가 남아 있습니다. 이 과정에서 마이크로믹서와 Axial Fuel Staging이 핵심 기술로 자리 잡을 것이라는 전망이 지배적입니다.
– 연소기 형상: Can(발전용) / Annular(항공용) / Can-Annular(H-Class)
– LPM 연소기 NOx 배출: 9ppm 이하 (확산 연소 대비 90% 이상 저감)
– 수소 화염 전파 속도: 210 cm/s (천연가스 40 cm/s 대비 약 5배)
– 글로벌 OEM 수소 혼소 목표: 2030년까지 50% 이상, 2035년 전후 100% 전소 상용화